

{kind=link}
Industrial Filtration Efficiency: Why Diatomaceous Earth Outperforms Synthetic Filter Aids

How Diatomite Is Used as a Matting Agent in Industrial Paints, Coatings, and Varnishes
March 17, 2026
When should you replace your ceramic water filter candle?
April 14, 2026The Filter Aid Problem Nobody Talks About Enough
A lot of facilities switched to synthetic options over the years because the pricing looked attractive. Fair enough. But switching industrial-grade diatomaceous earth back into the process is something more and more operations are quietly doing again and the results tend to speak for themselves pretty quickly.
Plant managers don't usually go looking for trouble with their filtration setup. They notice it slowly, a filtrate that keeps coming back hazy, a filter press that needs cleaning more often than it used to, an energy bill that creeps up quarter after quarter. By the time someone asks why, the answer is usually sitting right there in the filter aid specification.
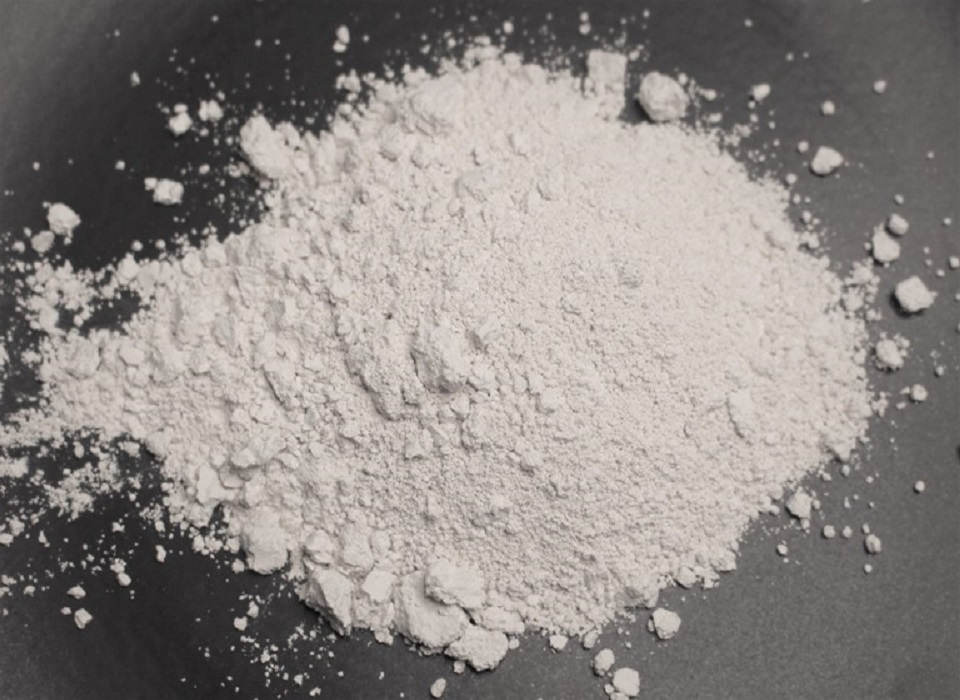
DE, to give it the short name, is not a manufactured product. It comes from the fossilised remains of diatoms, microscopic algae whose shells happen to form incredibly porous silica structures. That porosity is not designed, it just exists. And it turns out nature built something that is genuinely hard to copy.
Why Synthetic Filter Aids Keep Falling Short
Synthetic alternatives like perlite or cellulose fibre are not bad. They work. The problem is that they are optimised for a range of conditions that may not match yours, and when they fall outside that range, performance drops noticeably.
DE's pore structure varies at the microscopic level in a way that handles a wide distribution of particle sizes. Synthetic options are engineered to hit a target permeability, which means they perform well in the middle and worse at the edges. In real industrial filtration, you are almost always dealing with the edges.
There is also the pressure issue. Synthetic filter cakes tend to compress more than DE under sustained differential pressure. A compressed cake means higher resistance, slower throughput, and eventually a blocked filter that needs to come offline. DE resists compression better. Not perfectly nothing does but better in most common applications.
What the Cost Comparison Actually Looks Like
Most buyers look at the per-kilogram price and stop there. That's understandable but it misses most of the picture.
The real cost in filtration is cycle time. Every hour a filter runs slower than it should, or needs to be broken down and cleaned, is an hour of lost throughput. DE's higher permeability keeps pressure drop lower for longer, which means cycles run to completion more often without intervention. In shift-based operations, that saves more money per year than the difference in raw material cost.
Energy is part of it too. Lower pressure drop means the pump works less. In a plant pushing high volumes through multiple filter units, that is a measurable saving on the electricity bill, not enormous, but real and consistent.
And disposal. It comes up late in the conversation but it matters. Spent DE from process streams can often be directed toward composting or soil-related reuse options, depending on application conditions. Spent perlite generally cannot. Depending on your waste handling costs and sustainability reporting requirements, that can shift the economics more than expected.
Where DE Makes the Biggest Difference
Brewing is probably the most well-documented case. Beer and juice producers need a filter aid that maintains product characteristics, does not interfere with flavour profiles, and holds up through multiple filtration passes. DE has been the standard in commercial brewing for a long time, and the reason is not tradition; it is that alternatives rarely match its performance across those combined requirements.
The bleaching and polishing stages need a material that will not interfere with the desired output characteristics. DE’s stability makes it a preferred option there. Perlite can struggle in high-temperature oil environments in ways that DE does not.
In pharmaceutical manufacturing and fine chemical processing, consistency and traceability are the deciding factors. Process grade DE is supplied with the documentation and uniformity those sectors typically require. A supplier who understands that is worth paying attention to.
Water treatment is the other obvious case. Municipal pre-treatment and pool filtration have used DE for decades. There is a reason it has not been replaced; it is because the alternatives that have been tried have not consistently matched it on filtrate quality.
Why Choose Seema Minerals For DE
Seema Minerals supplies DE across multiple grades from coarse precoat material to fine grades so buyers can match the product to what their process actually needs rather than adapting their process to a limited product range.
The technical side is taken seriously. If a plant engineer is troubleshooting a filter cycle problem or needs to recalculate dose rates after a process change, that kind of conversation is supported. That matters more than it sounds when you are mid-campaign and something is not behaving the way it should.
The supply is also consistent, which is more important than price stability in most industrial contexts. Running out of filter aid mid-production is not a theoretical problem; it has happened to operations that chased the cheapest option without checking lead times.
Closing Thought
Seema Minerals works with industrial buyers of water treatment industries where filter aid quality is not a minor detail. DE performs the way it does because of what it is at a structural level. That is not something you can fully replicate by engineering a synthetic particle to approximate the same permeability spec. Close is not the same as right when you are filtering process liquids or chemical intermediates.
If filtration is costing more time or money than it should, the filter aid specification is one of the first things worth checking.
FAQs
1Is diatomaceous earth suitable for use in filtration processes?
DE is widely used across beverage, liquid processing, and industrial filtration systems due to its structure and performance characteristics.
2How does DE hold up compared to perlite for fine particle filtration?
In most fine particle applications beer, juice, oil, and similar liquids DE often performs better than perlite in terms of clarity and cycle length. Perlite has its uses in coarser applications, but for demanding liquid filtration it usually comes second.
3What grades are available and how do I pick the right one?
DE grades are classified by permeability. Coarser grades work well as precoat material. Finer grades are used as body feed to handle the solids load during filtration. If you are unsure, the right starting point is knowing your target particle size range and filtrate clarity spec.
4What happens to spent DE after filtration?
In many non-hazardous applications, spent DE can be directed toward reuse options such as composting or soil-related applications, depending on local guidelines and process conditions. Always check local regulations for your specific process stream.
5How do I work out the correct dose rate for my system?
It depends on your solids load, filter area, and how clear you need the final filtrate. A common starting point is around 0.5 to 1 kg per 1,000 litres, but that number needs adjusting based on actual process conditions. A filtration specialist can help you get to the right figure without wasting material.